




打印此页

实现产品质量的显著提高。自从引进威诺泽Wavy Nozzle,次品率降至“0.56%”!
问题:由于切屑缠绕在工具周围,改善产品质量没有取得进展。
B公司经营汽车零件切削加工。材质为碳钢S45C材料,采用背面加工的自动车床梳齿型。
在公司内部品质改进活动中,该部门制定了“次品率在1.8%以下”的目标。 然而,很快就在切削过程中遇到了问题。原因是切屑缠绕在背面加工工具上的问题(图1)。切屑会突发性地缠绕在工具上,缠绕的时间点难以事前预测。尝试过一些已知的措施,例如切削条件和工具的选择,但都没有获得很好的效果。由于切屑缠绕造成的尺寸次品率提升到2.43%,感觉品质改进活动也到了极限。必须采取与现有措施不同的专门针对切屑的方法。就在此时遇到了威诺泽。
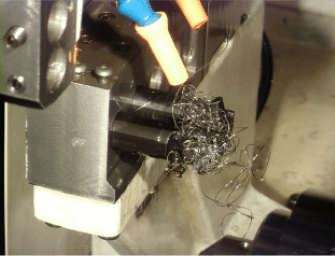
图1. 切屑缠绕在背面工具上
解决方法:集中冷却液管道,防止压降
在我司工程师的参与和进一步的原因调查下,我们注意到传统冷却液喷嘴为每个工具安装了一个固定管喷嘴。是向每个切屑工具喷射冷却液进行清洗的结构,但实际上,每次冷却液分流时压力都会降低,无法以足够的清洁切屑的压力喷射。(图 2-A)
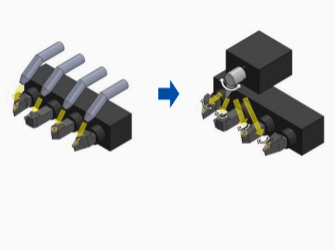
图2-A. 搭载前
图2-B. 搭载后

图 3. 用威诺泽清理切屑
安装效果:次品率大幅度改善,从“2.4%”降至“0.56%”。目标达成!
由于切屑缠绕在背面加工工具周围的尺寸次品率为 2.43%,通过引入威诺泽 (图 4)进行排屑清洁,次品率已降至 0.56%,达成次品率在“1.8%以下”的目标,该显著成果成为公司热议的话题。由于提交了报告和产量提高的过程和详细数据,改进效果得到了公司内部的高度评价。要求公司所有的相关机器都安装了威诺泽。最后, B 公司的全体产量都到了很大的提高。

图 4. 次品率大大降低
基本信息
使用产品
威诺泽
产业领域
汽车零部件、工业设备零部件的机械加工
解决问题所需时间
在几天内可以看到实际效果。一般客户会要求,积累到一定产量后才能给出判断。即使在这种情况下,我们也会在 3 周到 1 个月内收到使用有效的反馈报告。
本案例应用领域/行业
切削加工
行业解决方案
技术支持
美蓓亚三美集团
美蓓亚三美在中国
采购
可持续发展
加入我们
新闻





