





4.4 组装
轴承的使用方法对轴承的性能及寿命具有很大影响,因此需充分注意。
特氟龙衬垫型滑动轴承的内径和轴的配合
摆动运动时以0 ~ 0.038mm的间隙配合为标准。
旋转运动时以0.051 ~ 0.102mm的间隙配合为标准 。
旋转运动时以0.051 ~ 0.102mm的间隙配合为标准 。
与外壳的配合
特氟龙衬垫型滑动轴承时以0.013 ~ 0.051mm的过盈配合为标准,球面轴承时以-0.013(过盈配合) ~ +0.013mm(间隙配合)之中间配合为标准 。尤其是球面轴承时,过度的过盈配合将导致扭矩值和间隙值发生变化。此外,在施加振动载荷的部位过度的间隙配合将导致微动腐蚀。
轴的表面粗糙度
0.2μmRa以下。如果大于以上粗糙度,滑动轴承的寿命将明显缩短。硬度为50HRC以上,严酷使用条件下镀铬的效果较为显著。此外,特氟龙衬垫型滑动轴承不使用润滑脂等润滑剂,因此需考虑轴的防腐蚀问题。
轴插入衬垫面时
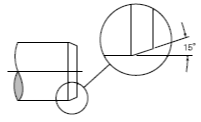
轴前端的R倒角为15°(图20、21)。轴前端有毛刺或锐利的边缘时将损伤衬垫面。此外,衬垫面插入螺栓时,需避免螺丝部损伤衬垫面。
外壳的开口部有毛刺或锐利的边缘时,容易损伤轴承外周,因此外壳开口部须进行倒角。此外,请避免使用锤子敲击等对轴承产生冲击的方法插入外壳。
外壳的开口部有毛刺或锐利的边缘时,容易损伤轴承外周,因此外壳开口部须进行倒角。此外,请避免使用锤子敲击等对轴承产生冲击的方法插入外壳。
图20 - R倒角
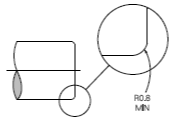
图21 -15°倒角
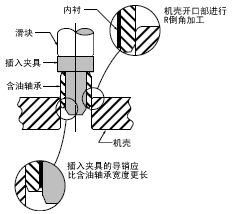
将滑动轴承插入底座时
按图22所示的方法即可正确安装。安装时,安装工具的定位销要长于轴承。
图22 - 滑动轴承的插入方法
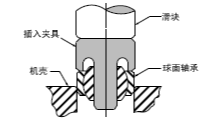
安装球面轴承
按图23所示的方法即可正确安装。安装时切勿按压内圈。尤其是球面轴承和外壳紧配合时,压入前需要将球面轴承对准底座。如果在倾斜状态下强行压入,则易损伤球面轴承。
图23 - 球面轴承的插入方法
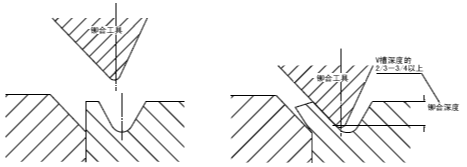
V形铆合 (V-STAKING:GROOVE STAKING)
在球面轴承的外圈端面加工铆合用V形槽,用夹具夹住V形槽以倒向外壳的方式固定球面轴承,再使用铆接夹具进行铆合(图24)。
参考表21中的铆合载荷,确认铆合后的外观(图26)及轴向保证载荷性能的同时进行调整。如果施加过度载荷,将损害轴承性能,缩短轴承寿命,因此请充分注意。铆合后,外圈和外壳倒角之间将有微小间隙。如果该间隙小于0.15mm,将不影响轴向载荷性能(图24)。
与其他方法相比,V形铆合对轴承性能的影响较小,可获得较高的轴向载荷性能。 并且在更换轴承时,可避免对外壳造成致命损伤。
参考表21中的铆合载荷,确认铆合后的外观(图26)及轴向保证载荷性能的同时进行调整。如果施加过度载荷,将损害轴承性能,缩短轴承寿命,因此请充分注意。铆合后,外圈和外壳倒角之间将有微小间隙。如果该间隙小于0.15mm,将不影响轴向载荷性能(图24)。
与其他方法相比,V形铆合对轴承性能的影响较小,可获得较高的轴向载荷性能。 并且在更换轴承时,可避免对外壳造成致命损伤。
图24 - V形铆合
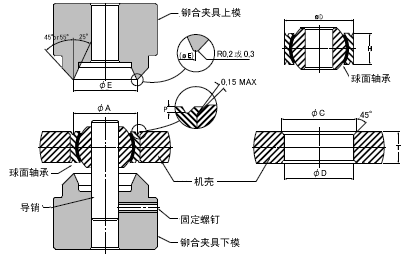
øE(铆合夹具前端直径)= øA + 0.1
øA:V槽底部直径
øC(外壳倒角直径)= øD + (T - H + 2P)
øD:外壳内径 or球面轴承外径
T:外壳宽度
H:外圈宽度
P:V槽深度
表21 - 铆合载荷
| V槽型 | V槽宽度 X (mm) | 铆合载荷 (N){ kgf } | |
|---|---|---|---|
| 不锈钢外圈 (30-35HRC) | Al-Bz外圈 | ||
| A | 0.6 ~ 1 | 2647 × D { 270 × D } | 1569 × D { 160 × D } |
| B | 1 ~ 1.4 | 3138 × D { 320 × D } | 1961 × D { 200 × D } |
| C | 1.6 ~ 2 | 4412 × D { 450 × D } | 2745 × D { 280 × D } |
| D:球面轴承外径尺寸 (mm) | |||

主体铆合 (BODY STAKING:RING STAKING)
用铆合夹具夹住外壳,使外壳倒向外圈倒角侧,以此来固定球面轴承。此方法需要使用铆合夹具(图25)。
主体铆合与V形铆合相同,可获得较高的轴向载荷性能。而主体铆合是通过外壳来铆合轴承,因此对轴承扭矩及间隙将产生影响,需注意。此外,换轴承时,通常需连外壳一同更换。也容易受外壳材质影响。
V形铆合及主体铆合均需使用大型冲压机,而使用较简易的夹具即可完成的铆合有滚柱铆合(ROLLER STAKING)、环形冲孔铆合(CIRCUMFERENTIAL-LINESTAKING),和使用粘结剂的方法等。但是,除了滚柱铆合,这些方法与V形铆合及主体铆合相比都难以获得稳定的轴向载荷性能。
主体铆合与V形铆合相同,可获得较高的轴向载荷性能。而主体铆合是通过外壳来铆合轴承,因此对轴承扭矩及间隙将产生影响,需注意。此外,换轴承时,通常需连外壳一同更换。也容易受外壳材质影响。
V形铆合及主体铆合均需使用大型冲压机,而使用较简易的夹具即可完成的铆合有滚柱铆合(ROLLER STAKING)、环形冲孔铆合(CIRCUMFERENTIAL-LINESTAKING),和使用粘结剂的方法等。但是,除了滚柱铆合,这些方法与V形铆合及主体铆合相比都难以获得稳定的轴向载荷性能。
图25 - 杆体铆合
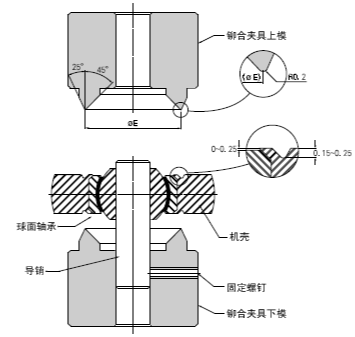
øE(铆合夹具前端直径) = øD +(1.2 ~ 2.2)
øD:外壳内径 or 球面轴承外径
øD:外壳内径 or 球面轴承外径
图26 - 铆合外观
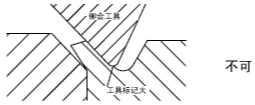

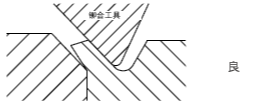
工具装夹痕迹
工具装夹深度
行业解决方案
技术支持
美蓓亚三美集团
美蓓亚三美在中国
采购
可持续发展
加入我们
新闻





